In the process of answering the question on pointed router cutters we continued on to undo any misunderstandings surrounding these essential planes. The plane remains one of the most essential tools for hand tool woodworkers and woodworking. The poor man’s router of course leaves you fully equipped should you need one not costing a fortune and not own one, but adjustability of depth of cut provides an added advantage and of course it’s often here that legalists try to lay down the law with regards to which one everyone should buy. I looked through my routers and counted around 20 before I stopped. The school itself takes up half of those so I don’t feel bad at all. I have bronze ones and brass ones, Preston and Tyzaks, Records and Stanleys and then wooden home mades and manufactured wooden ones made by planemakers of the past. Some you tweak-pinch with your fingertips and tighten with brass wing nuts and then others have micro-adjusters with screw stems and knurled nuts. Those I don’t own I have used at some point or at least tried. Fact is, I love router planes and can’t imagine life without them.
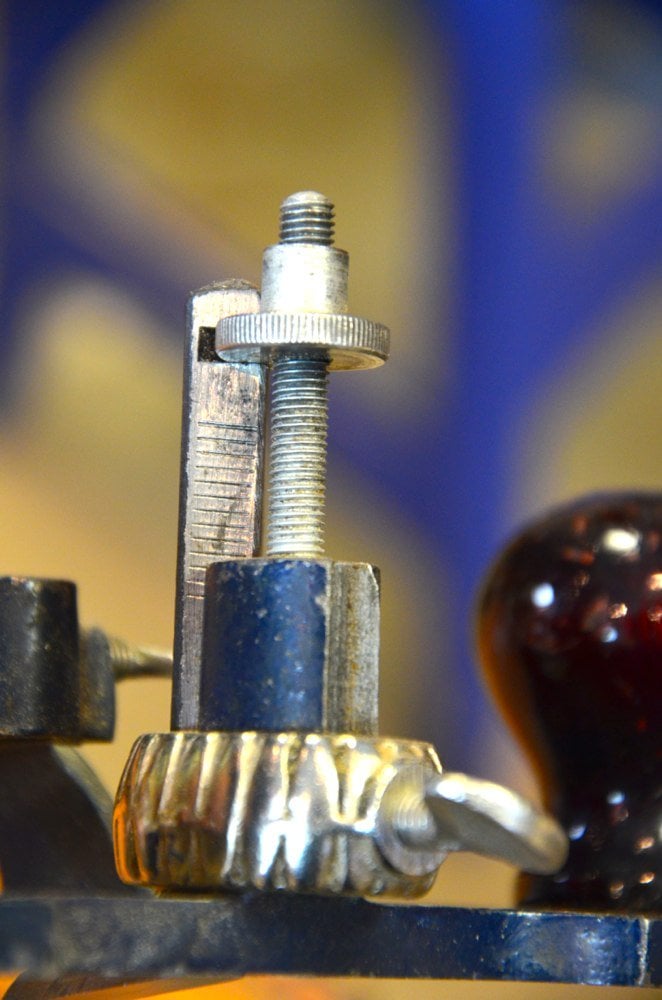
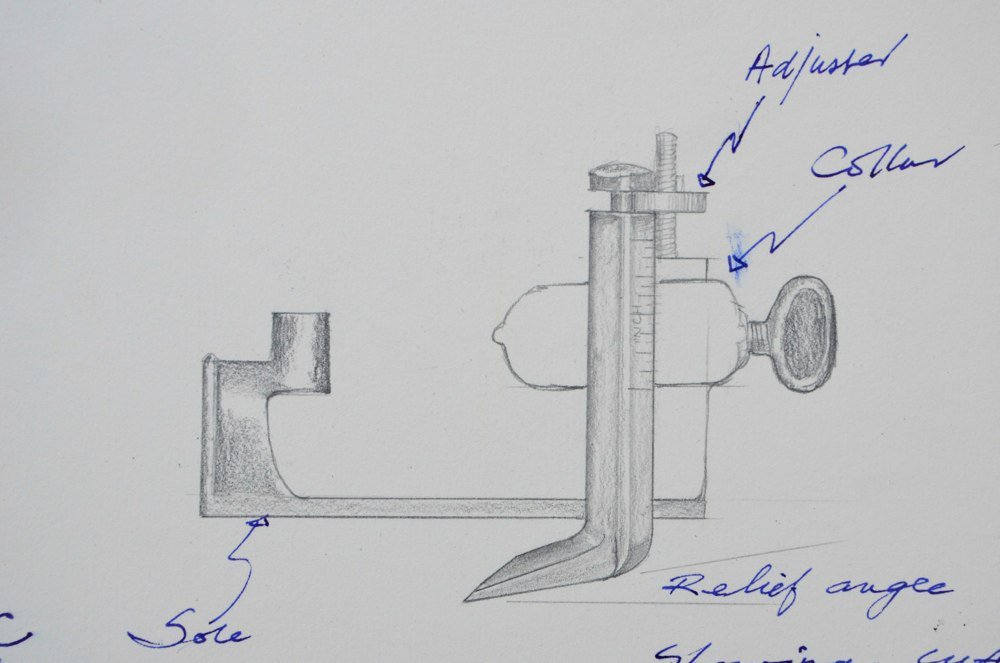
Modern makers have for the main part taken the basic shape of the old Stanley #71 and might be forgiven for then distancing themselves from creating an actual copy by changing some small features. The footprints of almost all the cast and engineered models is almost identical in shape and size and thereby are essentially the same as the old Stanley #71 and the Record #071. I have not found tighter tolerances in engineering to be of any great advantage, in fact, oftentimes the ‘stuck’ factor can be a little annoying and this is often due to those diminished margins. It’s a small thing to take a file and fettle whatever’s needed. One router I like the most is the Preston router of old, which was also made for a few years by Tyzak. I like the extra size of the platen and the positioning and overall height of the knobs, which gives optimal inline thrust directly at beside and at cutting iron level. That’s not too helpful because the prices have gone through the roof on eBay and anyone in bronze casting could make good money if they were to take that plane and replicate it. As can be seen here, almost all of the metal cast routers old and new use the Stanley mechanism which is a screw-threaded adjusting screw (C) that stands up from the cutter post (D) that then holds a knurled adjusting screw (C). Depending on the maker, the adjusting screw fits into a recess in the cutter (N) that lifts and lowers the cutting iron to the depth needed. A collar surrounding the whole assembly locks the iron to the cutter post. Dead simple and very effective. Until you get used to all metal routers they can seem a little awkward and especially so when it comes to loading the cutting iron into the collar and locating it into the screw nut adjuster, but you get used to it and so you load it more readily.
The Preston router presents the cutter to the wood from a square shank facing squarely to the work forward and so too both of the Lie Nielsen routers. More clearly, the stem of the cutter is square on and slots into vertical, forward-facing channels in the cutter post. This works fine as long as there is no slop in the engineering and of course Lie Nielsen are known for their tight engineering tolerances in making tools. My Tyzak has a little lateral play in the channel and though when locked it is immoveable, I must be conscious not to allow the cutter to misalign to the sole as this leads to slight steps in recesses I might be cutting as I move the plane across from side to side cuts. For dadoes this would generally be fine, but for inlays and such, where unevenness telegraphs through the thin veneer, it would not be acceptable. This leads me to a development in the Stanley version I think many might not see or understand at first glance. Veritas saw it and adopted it in their design. The cutting irons in the Record and Stanley models presents the stem of the cutter at 45-degrees and the advantage of this is the automatic locking of the corner of the cutter into a channel that always ensures a vertical alignment of the stem and thereby guarantees that the underside of the cutting iron, when sharpened accurately, aligns parallel to the sole of the plane. In the same way as fettling a regular plane iron or chisel needs flattening and polishing out only once, so too the cutter for the router. Any subsequent sharpening is usually done on the bevel alone. Working the bevel evenly and carefully presents the cutting iron parallel to the surface and it’s here that I would stress the value of taking care not to tilt the iron on the bevel as this alters the alignment of the very cutting edge in its presentation to the surface of the wood.
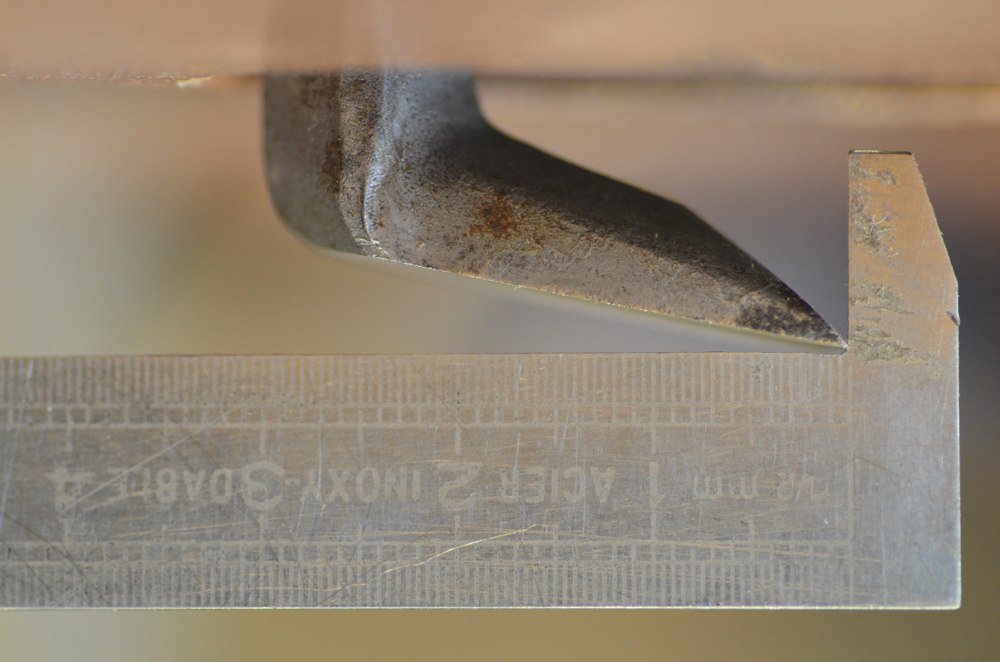
It stands to reason that you cannot present the cutter to the work without a relief on the underside of the cutter. If the underside were level it would ride the surface of the wood. Stanley and Record have quite an angle here. Others are less.
Because of the relief, the front cutting edge of the cutter is affected by the top bevel of the cutter, so too much tilt lifts or lowers one side of the actual cutting edge. If we could present the underside of the cutter squarely and parallel to the underside of the plane to the surface of the wood we could skew all we wantand not affect the presentation.
The best way to level the top bevel of the cutter is to start with the underside of the cutter first. Load the cutter into the plane and set the iron as close to level with the sole. We want a fractional protrusion of a thou or so. Though it is not necessary at all, if you are bothered that the surface could be marred, and mine have never been thus affected straight on the abrasive, use masking tape to cover the sole as a barrier if it worries you. Or you could put card stock on the abrasive too.
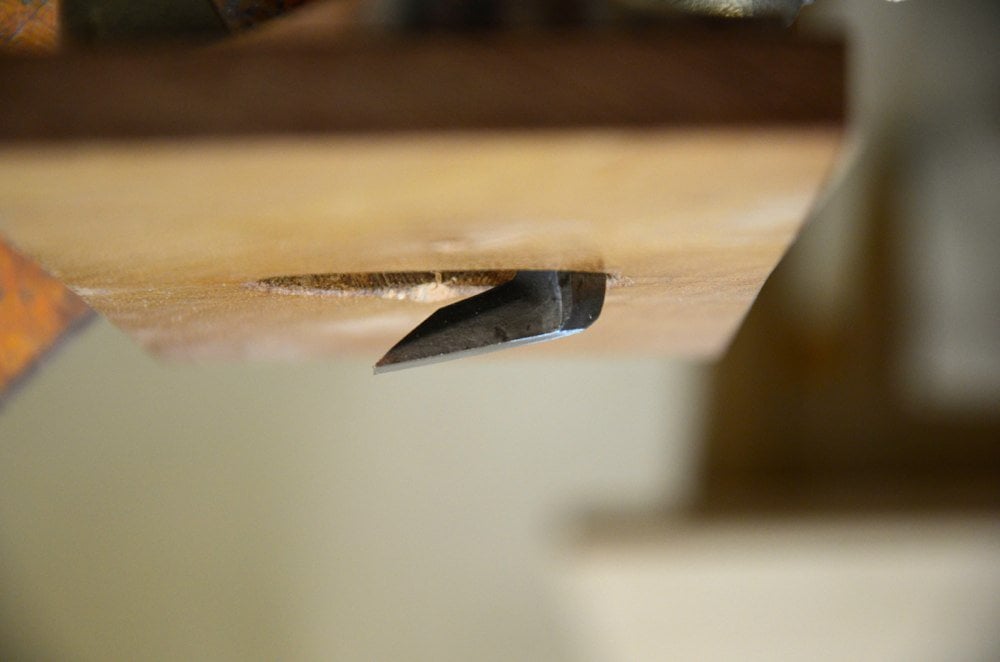
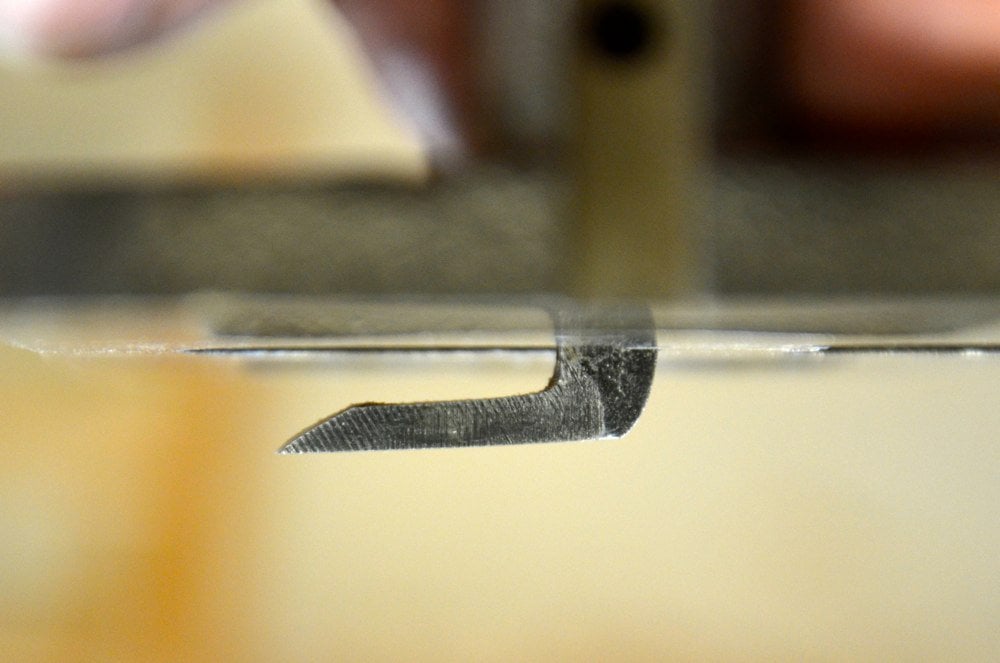
Here I first offered the plane blade to the wood so that I could check for the alignment of the blade to the sole. You can see that the blade takes a deeper cut on the right.
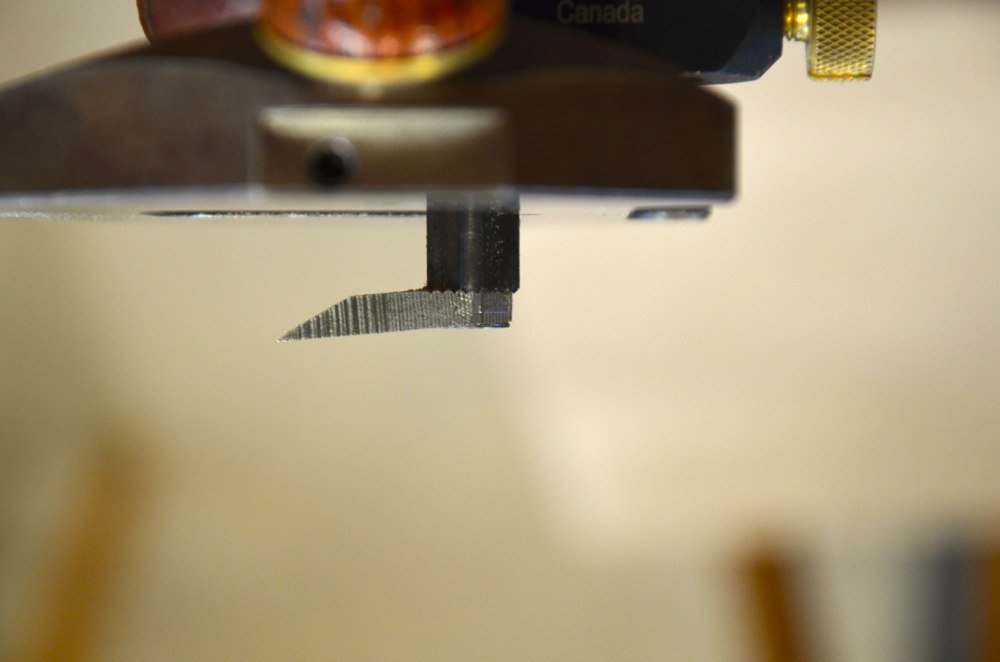
I now take the plane and place it carefully on the abrasive plate, in this case diamonds, and swivel it lightly on the surface.
The goal is to provide a registration face to the underside of the cutter, just to use the light from abraded steel to act as a guide and not so much to reshape it unless it has been badly shaped before. As soon as the iron traces the abrasive, lift it from the surface and look at the underside of the cutter. A white line should appear on the cutter right by the cutting edge. If the line is narrow and parallel, the cutter is aligned well and presented correctly and all further sharpening and remedial work can be carried out. Notice in the picture above that the white lines of abraded metal reflect out of squareness in two directions. The actual cutting edge and the new minor bevel we created. This means that somewhere between these two lines is the square across point we want to abrade to.
Placing the underside on the abrasive will now flatten the surface dead flat and this can be polished out to say 800-grit.
Now it’s looking square.
Once this is done you must work on the top bevel only and it will not usually be necessary to work on the underside ever again. The top bevel is always awkward but holding the blade sideways and rubbing the bevel along the abrasive plate now refines the bevel and you can sharpen to any level you prefer. Most router work can be finished at 800-grit even for the finest work.
Testing out after this work is simply a question of working it on the surface if the wood.
Adjustment by adjusters and tap tapping
With regards to mechanical adjusters, it is always assumed that improved engineering and mechanical adjusters improved our lot, but more and more my experience has proven this not be true.
Mechanical threads do ease adjustment but pinched adjustment on some more primitive routers work just fine too.
You can pinch to a thou easily and in actuality I find they are equal to more elaborate routers.
The router referred to disparagingly as the ‘old woman’s tooth’ or ‘hag’s tooth’ is a router that houses a plough plane iron instead of a purpose made shoe-type cutting iron. Above is the one I first used as an apprentice and through my journeyman years. They work fine but rarely give the type of clean surface we might want for veneer inlay and so on. These are adjusted by the same hammer-tap tapping method used generally on wooden-bodied planes on the iron or plane body. These too are effective and practical in general carpentry and joinery.
20 Comments
Thank you for this series on routers Mr Sellers, it has been very informative and interesting.
Prices for the Stanley/Record 71 seem to be disproportionately higher than other used planes. I’ve been lurking on eBay for a while waiting to snap up a bargain, but my number’s not come up yet so I was toying with making one in the meantime. I had settled on the “old woman’s tooth” type but with your comments on the finish it gives compared to the L-type, and your recent tutorial for a router using an allen key, I am now not so sure.
For those of us considering making wooden routers, is it worth going out of our way to make the cutter L-shaped? Another thing that strikes me is that the grain of the body typically runs perpendicular to the thrust of the wedge in the traditional type, which would seem to invite splitting over time. In your experience, should this be a concern or does it just not happen in practice?
Any advice gratefully received. Thank you again, Matt
No problems with wedged irons and splitting the wood. Many woodworkers think that thick irons were used to stop chatter but that had nothing to do with it. Thin irons don’t chatter, but thick tapered irons were used to to stop the iron from slipping back up and out of the plane. Dead simple. And this plane works just fine. You might consider making the allen key model. It works fine.
Thanks, I’m short on Allen keys and long on unwanted plane blades so I think I’ll stick to the conventional type. Or maybe make a mini one with an allen key as well, to try it out. So many possibilities, can’t wait to add to the staggering variety already out there!
Thanks Paul for these very informative pieces you continue to produce. I really do appreciate the way you so willingly share your knowledge.
Great article Paul. As always very informative and well explained. I just picked up a Stanley 71 for $40 dollars. It was a little dirty but was an easy fix. Now I know how to sharpen it and set it up. I have been using a router I made from oak and a Allen key. It has worked well but I am excited to give the Stanley a try. I also found a 271 for $10 but the blade was missing.
Just picked up a 71 for $35, looking foward to giving it a lot of use
In a separate discussion, Paul had some interesting comments about sharpening in response to an idea I had about sharpening the router blade (an idea that really just makes a lot of complicated work).
Q: I’ve always wondered why a router plane bladed couldn’t be sharpened “upside down.” That means, have the top of the blade flat (no bevel) and put the bevel on the bottom, which one sharpens by mounting the blade in the router flush with the base and moving the router over a stone as if trying to rout the stone. Yes, this would give zero relief angle, but since the router is really acting like a paring chisel, why wouldn’t this work? You’d always come out parallel to the sole, which would be good for accuracy.
Paul’s reply: It’s a mega amount of work for little change. It’s really not a problem to hone the bevel of a regular router but you need to set it up first and so I wrote [the blog post above] to address the issue. Firstly, you are right, putting the bevel on the underside would work fine but not really without relief. One key problem I see is that most often out intent is to put say a 30-degree bevel on a cutting edge but often add a few degrees unintentionally when and if we strop. That’s enough to put the heel before the toe and so negate the cutting edge from actually reaching the wood and causing the bevel to ride the wood rather than cut.
With regards to relief. With the best intentions in the world a paring cut just will not happen. When you sharpen any edge tool thee immediate response of the tool edge to the wood is a minute fracture along the fragile edge. This thin line of broken edge happens almost without pressure but regardless, the edge does edge fracture. At this stage the edge fracture is very long and narrow and the edge is still sharp. Subsequent edge fracture continues over a period of a few hours and eventually yo must sharpen up again. We tend to see the edge as being worn away like water washes over rocks but that’s not only what happens. The edge does indeed fracture into ever increasing sized craters and this is what the dull edge really is. That being so, the two faces forming the cutting edge are now rounded rather than arête. This then is the reason we inevitably elevate a chisel to compensate for edge fracture on the flat surface edge after only a few minutes of use depending on the wood being worked and the way the chisel itself is worked in the wood also.
Routers are really worked hard in much of the work and the more you can get in prep work from the chisel the easier it will be on your router, it’s cutting iron and of course the less sharpening you will need to do. Now, that said, there is no reason a steeper top flat cannot replace the bevel and a relief of say a few degrees put to the underside. The Preston and Veritas routers both have a shallower presentation to the older side of the cutter so that would be just fine. Just as an aside and another note of interest that somewhat proves my theory is that if you take one light pass, even the lightest pass, along and on the tips of saw teeth as if slightly topping or jointing the teeth with a flat file the saw just will not cut at all. Even though the meeting edges are indeed sharp, without the relief of a back bevel they don’t cut.
Help, please.
I’m making toy box versions of the tool box. I know that the box height is 12 3/4″ but can’t find the width of the sides. Would Paul or anyone please tell me this measurement?
Thanks.
Do you mean the Joiner’s chest? Mine is 12 3/4″ high as you say, including the top and bottom panels. The carcase proper is 11″ high, 24″ wide, and 18″ deep. The size of the top and bottom panels is 25″ wide and 18 3/4″ deep, although I suspect that was 19″ before planing or a layout error so that there’d be a uniform 1/2″ overhang on all sides. I’d go with 25×19 for the panels, 7/8″ thick. Not sure if you mean the joiner’s chest, though. So, the underlying proportions are h x d x w = 2 x 3 x 4, plus or minus for the decorative overhangs.
I think that this must be the toolbox I just did on my blog not the tool chest you made, Ed.
Is this the toolbox I just made on my blog?
For those who don’t have one of these but would like to:
The Millers Falls #67 is identical to the Stanley #71 and Record #071, and the Millers Falls #77 is identical to the #71 1/2 (or, rather, type 1 or 2, or 3… closed-throat type) routers. They can even use the same cutters as all of these, so a replacement for one of these others is also a replacement for the #67.
If having trouble finding a #71, this other router (which I own) is more than functionaly identical.
The earliest type is nickle-plated underneath black enamel with rosewood handles and no fence, the next type is also black but has the fence (not a whole lot of these around, but for working wood that really doesn’t matter, does it!), the next type is nickle-plated only with fence and can be easily mistaken for a #71 (it’s actually hard to tell the difference even side by side, the major difference being the shape of the wooden handles!), and the last type is grey enameled but otherwise identical to the older nickle-plated version. The only real choice regarding function then becomes – with fence or without?
If in the market for a #71 or #71 1/2 hand router, you’ll have more luck if you include this one in your searches, too. More hits means more choices.
Wow Paul, it seems like every blog you write could be chapter in a book 😉 I still enjoy reading your blog every day.
Caleb P SA, TX
Okay! I’m baffled! I thought I had seen or read most of the videos and blogs but can’t seem to find the one using an allen key. I assume, I hate doing that, the allen key is used for the cutter blade. Is that correct? Because it makes a lot of sense when I think of it.
I’m so glad I read this when I was ill this weekend. It saved my E.C.E. router’s wide blade. I had sharpened it very unsatisfactorily some time ago, introducing a 3-dimensional camber to the underside. Thus, the edges were always higher than the middle of the cutting edge. A combination of three improvements did the trick:
1. I started using diamond plates, which are and stay flat.
2. I used Paul Sellers’ method to establish the parallel line I had to aim for.
3. I discovered that the blade stopped rocking, shaking, jumping and wiggling when I rubbed it only perpendicularly away from the cutting edge, towards the stem. Never sideways. Only then did I manage to get a flat sole. Actually, I slightly cambered it (2-dimensionally…) in order to reach the parallel line earlier.
By the way, I can’t fully really recommend the E.C.E. router. I don’t understand why the dado in which the blade sits needs to be over a mm wider than the blade itself. This makes it unnecessarily hard to establish a definitive angle of the blade relative to the sole.
I recently purchased a Stanley 271 with a 1/4″ cutter, and whoever had it tried to sharpen the cutter by filing the bottom side and it now is not flat, but slightly rounded at the cutting edge. Now it will not cut because there is no back clearance at the cutting edge. What is your suggestion as to how to get the bottom of the cutter re-flattened at the proper angle ?
Thanks,
Jim Light, Goshen, Ohio, USA
Remember that the rear of the underside does not have to be perfectly parallel all at once. You only need the near cutting edge area of the cutter to be parallel to the underside of the plane sole. That makes it easy as a 1-2mm width with the slight incline is plenty. The heel part can be worked on in future sharpenings. You can drill a hole in a block of wood to take the stem but drill at an angle so that the heel is not sloped but parallel to the face of the block. Send a screw through the block into the stem to secure and then abrade as much as is necessary to establish a good bevel.
Comments are closed.
Privacy Notice
You must enter certain information to submit the form on this page. We take the handling of personal information seriously and appreciate your trust in us. Our Privacy Policy sets out important information about us and how we use and protect your personal data and it also explains your legal rights in respect of it. Please click here to read it before you provide any information on this form.
Want a roundup of Paul’s latest posts each week? We’ve got you covered.

























Thank you for this series on routers Mr Sellers, it has been very informative and interesting.
Prices for the Stanley/Record 71 seem to be disproportionately higher than other used planes. I’ve been lurking on eBay for a while waiting to snap up a bargain, but my number’s not come up yet so I was toying with making one in the meantime. I had settled on the “old woman’s tooth” type but with your comments on the finish it gives compared to the L-type, and your recent tutorial for a router using an allen key, I am now not so sure.
For those of us considering making wooden routers, is it worth going out of our way to make the cutter L-shaped? Another thing that strikes me is that the grain of the body typically runs perpendicular to the thrust of the wedge in the traditional type, which would seem to invite splitting over time. In your experience, should this be a concern or does it just not happen in practice?
Any advice gratefully received. Thank you again, Matt
No problems with wedged irons and splitting the wood. Many woodworkers think that thick irons were used to stop chatter but that had nothing to do with it. Thin irons don’t chatter, but thick tapered irons were used to to stop the iron from slipping back up and out of the plane. Dead simple. And this plane works just fine. You might consider making the allen key model. It works fine.
Thanks, I’m short on Allen keys and long on unwanted plane blades so I think I’ll stick to the conventional type. Or maybe make a mini one with an allen key as well, to try it out. So many possibilities, can’t wait to add to the staggering variety already out there!
Thanks Paul for these very informative pieces you continue to produce. I really do appreciate the way you so willingly share your knowledge.
Great article Paul. As always very informative and well explained. I just picked up a Stanley 71 for $40 dollars. It was a little dirty but was an easy fix. Now I know how to sharpen it and set it up. I have been using a router I made from oak and a Allen key. It has worked well but I am excited to give the Stanley a try. I also found a 271 for $10 but the blade was missing.
Just picked up a 71 for $35, looking foward to giving it a lot of use
In a separate discussion, Paul had some interesting comments about sharpening in response to an idea I had about sharpening the router blade (an idea that really just makes a lot of complicated work).
Q: I’ve always wondered why a router plane bladed couldn’t be sharpened “upside down.” That means, have the top of the blade flat (no bevel) and put the bevel on the bottom, which one sharpens by mounting the blade in the router flush with the base and moving the router over a stone as if trying to rout the stone. Yes, this would give zero relief angle, but since the router is really acting like a paring chisel, why wouldn’t this work? You’d always come out parallel to the sole, which would be good for accuracy.
Paul’s reply: It’s a mega amount of work for little change. It’s really not a problem to hone the bevel of a regular router but you need to set it up first and so I wrote [the blog post above] to address the issue. Firstly, you are right, putting the bevel on the underside would work fine but not really without relief. One key problem I see is that most often out intent is to put say a 30-degree bevel on a cutting edge but often add a few degrees unintentionally when and if we strop. That’s enough to put the heel before the toe and so negate the cutting edge from actually reaching the wood and causing the bevel to ride the wood rather than cut.
With regards to relief. With the best intentions in the world a paring cut just will not happen. When you sharpen any edge tool thee immediate response of the tool edge to the wood is a minute fracture along the fragile edge. This thin line of broken edge happens almost without pressure but regardless, the edge does edge fracture. At this stage the edge fracture is very long and narrow and the edge is still sharp. Subsequent edge fracture continues over a period of a few hours and eventually yo must sharpen up again. We tend to see the edge as being worn away like water washes over rocks but that’s not only what happens. The edge does indeed fracture into ever increasing sized craters and this is what the dull edge really is. That being so, the two faces forming the cutting edge are now rounded rather than arête. This then is the reason we inevitably elevate a chisel to compensate for edge fracture on the flat surface edge after only a few minutes of use depending on the wood being worked and the way the chisel itself is worked in the wood also.
Routers are really worked hard in much of the work and the more you can get in prep work from the chisel the easier it will be on your router, it’s cutting iron and of course the less sharpening you will need to do. Now, that said, there is no reason a steeper top flat cannot replace the bevel and a relief of say a few degrees put to the underside. The Preston and Veritas routers both have a shallower presentation to the older side of the cutter so that would be just fine. Just as an aside and another note of interest that somewhat proves my theory is that if you take one light pass, even the lightest pass, along and on the tips of saw teeth as if slightly topping or jointing the teeth with a flat file the saw just will not cut at all. Even though the meeting edges are indeed sharp, without the relief of a back bevel they don’t cut.
Help, please.
I’m making toy box versions of the tool box. I know that the box height is 12 3/4″ but can’t find the width of the sides. Would Paul or anyone please tell me this measurement?
Thanks.
Do you mean the Joiner’s chest? Mine is 12 3/4″ high as you say, including the top and bottom panels. The carcase proper is 11″ high, 24″ wide, and 18″ deep. The size of the top and bottom panels is 25″ wide and 18 3/4″ deep, although I suspect that was 19″ before planing or a layout error so that there’d be a uniform 1/2″ overhang on all sides. I’d go with 25×19 for the panels, 7/8″ thick. Not sure if you mean the joiner’s chest, though. So, the underlying proportions are h x d x w = 2 x 3 x 4, plus or minus for the decorative overhangs.
I think that this must be the toolbox I just did on my blog not the tool chest you made, Ed.
Is this the toolbox I just made on my blog?
For those who don’t have one of these but would like to:
The Millers Falls #67 is identical to the Stanley #71 and Record #071, and the Millers Falls #77 is identical to the #71 1/2 (or, rather, type 1 or 2, or 3… closed-throat type) routers. They can even use the same cutters as all of these, so a replacement for one of these others is also a replacement for the #67.
If having trouble finding a #71, this other router (which I own) is more than functionaly identical.
The earliest type is nickle-plated underneath black enamel with rosewood handles and no fence, the next type is also black but has the fence (not a whole lot of these around, but for working wood that really doesn’t matter, does it!), the next type is nickle-plated only with fence and can be easily mistaken for a #71 (it’s actually hard to tell the difference even side by side, the major difference being the shape of the wooden handles!), and the last type is grey enameled but otherwise identical to the older nickle-plated version. The only real choice regarding function then becomes – with fence or without?
If in the market for a #71 or #71 1/2 hand router, you’ll have more luck if you include this one in your searches, too. More hits means more choices.
Wow Paul, it seems like every blog you write could be chapter in a book 😉 I still enjoy reading your blog every day.
Caleb P SA, TX
Okay! I’m baffled! I thought I had seen or read most of the videos and blogs but can’t seem to find the one using an allen key. I assume, I hate doing that, the allen key is used for the cutter blade. Is that correct? Because it makes a lot of sense when I think of it.
@ Peter Valcanas
https://paulsellers.com/2012/03/not-so-poor-mans-router-really-works/
Thanks momist! I missed that one.
I’m so glad I read this when I was ill this weekend. It saved my E.C.E. router’s wide blade. I had sharpened it very unsatisfactorily some time ago, introducing a 3-dimensional camber to the underside. Thus, the edges were always higher than the middle of the cutting edge. A combination of three improvements did the trick:
1. I started using diamond plates, which are and stay flat.
2. I used Paul Sellers’ method to establish the parallel line I had to aim for.
3. I discovered that the blade stopped rocking, shaking, jumping and wiggling when I rubbed it only perpendicularly away from the cutting edge, towards the stem. Never sideways. Only then did I manage to get a flat sole. Actually, I slightly cambered it (2-dimensionally…) in order to reach the parallel line earlier.
By the way, I can’t fully really recommend the E.C.E. router. I don’t understand why the dado in which the blade sits needs to be over a mm wider than the blade itself. This makes it unnecessarily hard to establish a definitive angle of the blade relative to the sole.
I recently purchased a Stanley 271 with a 1/4″ cutter, and whoever had it tried to sharpen the cutter by filing the bottom side and it now is not flat, but slightly rounded at the cutting edge. Now it will not cut because there is no back clearance at the cutting edge. What is your suggestion as to how to get the bottom of the cutter re-flattened at the proper angle ?
Thanks,
Jim Light, Goshen, Ohio, USA
Remember that the rear of the underside does not have to be perfectly parallel all at once. You only need the near cutting edge area of the cutter to be parallel to the underside of the plane sole. That makes it easy as a 1-2mm width with the slight incline is plenty. The heel part can be worked on in future sharpenings. You can drill a hole in a block of wood to take the stem but drill at an angle so that the heel is not sloped but parallel to the face of the block. Send a screw through the block into the stem to secure and then abrade as much as is necessary to establish a good bevel.